








2.1. Максимальная рабочая температура печи 9600С.
2.2. Зона загрузки (открытая) – 1300 мм
2.3. Зона входа (футеровка без нагрева) – 1500 мм
2.4. Рабочая зона (нагрев), не менее – 5000 мм
2.5. Зона охлаждения (футеровка без нагрева) – 1700 мм
2.6. Зона выгрузки (открытая) – 2500 мм
2.7.Ширина движущейся ленты – 1 200 мм
2.8. Расстояние между лентой и верхними (сводовыми) нагревателями, не менее – 200 мм
2.9. Число зон регулируемой температуры – 4
2.10. Среда в рабочем пространстве – воздух.
2.11. Материальное исполнение печи должно соответствовать агрессивности среды (в процессе прокалки в рабочее пространство могут выделяться агрессивные пары и газы: SOx - следы в пределах ПДК; HCl - следы в пределах ПДК; CH3COOH - следы в пределах ПДК; NO, NO2 - следы в пределах ПДК).
2.12. Скорость движения ленты – регулируемая, в пределах 500 мм/час – 3500 мм/час.
2.13. Точность поддержания температуры ± 2 ºС в диапазоне рабочих температур от 250ºС до 960ºС
Вывод на рабочую (заданную) температуру производится в автоматическом режиме со шкафа управления.
2.14. Регулирование температуры – автоматическое.
2.15. Параметры питающей сети:
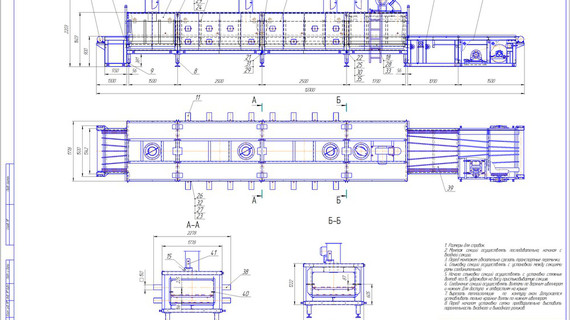
2.16. Ориентировочные габаритные размеры (ширина×длина×высота), мм –
1 700×12 200×1 700 (согласовываются с Покупателем).
2.17. Изоляцию выполнить из материалов, исключающих рассеивание тепла и нагрев внешней стенки печи выше 45ºС, что должно быть подтверждено поставщиком при сдаче оборудования в эксплуатацию с использованием тепловизора.
3.1. Загрузка печи прокалки катализаторов выполняется вручную, продукция располагается на транспортной ленте насыпью или на противнях размером 500×500×60 мм.
3.2. Конвейерная транспортирующая сетка печи прокалки катализаторов изготавливается из жаростойкой стали 20Х23Н18 (AISI 310S). Основные конструктивные параметры транспортирующей сетки:
3.3. Противни располагаются рядом и встык друг другу. Для расчета нагрузки на ленту и несущие направляющие принять единовременное нахождение поддонов на ленте в количестве 32 штуки, при этом вес одного поддона с продуктом 10 кг.
3.4. Рабочее пространство печи прокалки катализаторов должно иметь вид проходного тоннеля, состоящего из соединенных между собой секций.
3.5. Вход и выход из печи прокалки катализаторов должны быть закрыты съемными экранами до уровня 80 мм от плоскости ленты. Съемные экраны должны исключать рассеивание тепла, т.е. должны быть в изоляции и обеспечивать герметичность с самой печью.
3.6. Каждая секция печи прокалки катализаторов представляет собой модуль, состоящий из внутреннего и внешнего каркасов. Внутренний каркас должен быть изготовлен из жаропрочной стали 20Х23Н18 (AISI 310S)толщиной не менее 3 мм, внешний каркас из черного металла. В каркасах предусмотреть отверстия для вывода нагревателей. Изоляция уложена в пространстве по поперечному периметру секций между наружным и внутренним каркасами. Изоляция должна быть выполнена из материалов, выдерживающих воздействие температур до 1000⁰С. Наружные каркасы секций должны представлять собой сварную конструкцию, состоящую из днища и боковых стенок. Рамы крыш скрепляются со сварным каркасом. Внутренние каркасы секций – цельносварные двустенные с приваренными направляющими холостой ветви конвейерной сетки . На внутренние уголки каркаса должна быть установлена сварная рама с направляющими для рабочей ветви конвейерной сетки. Элементы рамы и направляющих должны быть выполнены из жаропрочной стали 20Х23Н18 (AISI 310S).
3.7. Для естественной вентиляции печи прокалки катализаторов, во второй и в четвертой от входа нагревательных секциях, установить патрубки в верхней части по центру. На патрубках установить шиберные заслонки с теплоизоляционной футеровкой. Конструкция должна обеспечивать герметичность в закрытом положении и быть выполнена из жаропрочной стали. Предусмотреть возможность подключения вентиляционных патрубков к системе внешней вытяжной вентиляции. Над зоной выгрузки и загрузки предусмотреть вентиляционные короба с патрубками, которые снабжены шиберными заслонками
3.8. Конструкция секций должна предусматривать возможность замены нагревателей без разборки свода печи прокалки катализаторов и без вывода печи из эксплуатации.
3.9. Для уменьшения потерь тепла из печи прокалки катализаторов, входной и выходной проем оборудовать регулируемыми по высоте затворами, а также шторками.
3.10. Нагрев печи прокалки катализаторов производить группами нагревателей, расположенных горизонтально под лентой и над лентой, перпендикулярно к направлению движения ленты. При общей длине зоны нагрева 5 000 мм должны быть предусмотрены 4 независимых зоны нагрева по 1 250 мм каждая. Нагревательные элементы должны полностью перекрывать всю ширину ленты, для обеспечения однородной прокалки. Необходимо предусмотреть защиту нижних нагревателей экраном из жаропрочной стали от просыпающейся пыли и мелких частиц катализатора. Выводы нагревателей должны выходить через стенки печи и защищаться кожухами и декоративными панелями. Обеспечить устройство поддержки нагревательных элементов в прокалочных зонах, исключающие их провисание при работе.
3.11. В печи прокалки катализаторов установить однотипные нагреватели спирального типа ( тип стали - фехраль) на керамической трубке. Количество нагревательных элементов должно обеспечивать поддержание температуры не менее 960°С.
3.12. Число мест контроля температуры печи прокалки катализаторов - по одному в каждой зоне нагрева и охлаждения.
3.13. Предусмотреть возможность очистки нижней части печи прокалки катализаторов от просыпей продукта.
3.14. Контроль и регулирование температуры в каждой зоне печи прокалки катализаторов осуществлять автономно от термодатчиков ( преобразователь термоэлектрический ХА ТП 008 К21-DBAAВ T=40-...+1000 L=630мм, либо
ДТПК-045-0204 , расположенных в центре каждой зоны (установку термопар предусмотреть сверху печи с возможностью регулировки расстояния до ленты, конец термопар должен быть над слоем продукта на расстоянии не более 30мм.). Использовать термокомпенсационные провода ПТВВ (ХА) 2х1,5., прокладка проводов по печи производится в лотках
3.15. Контроль и регулирование температуры в печи осуществляется силовым блоком управления с цифровой индикацией температуры. Исполнение силового блока – выносное.
3.16. Системы управления температурным режимом печи прокалки катализаторов должны соответствовать современным мировым стандартам и обеспечивать безопасность работы обслуживающего персонала и защиту оборудования блокировками в возможных аварийных ситуациях.
3.17. Материалы и комплектующие, используемые в изготовлении печи должны иметь сертификаты соответствия, которые предоставляются покупателю.
3.18. Оборудование и системы управления печи прокалки катализаторов должны иметь сертификат безопасности и разрешение к эксплуатации в РФ.